
SISTEMAS DE UNION PARA LA TUBERIA PEAD
Para la tubería de PEAD existen dos formas de unión.
-Unión mecánica (Juntas de compresión)
-Unión por temperatura Electrofusión. Termofusión.
UNIÓN MECÁNICA CON JUNTAS DE COMPRESIÓN:
Como su nombre lo indica es una unión mecánica en la que se requiere de un accesorio especial, el cual está compuesto por un casquillo cónico, que presenta en la superficie que estará en contacto con la tubería unas estrías que sujetan a la tubería para evitar un desplazamiento axial. Además presentan anillas de goma que funcionan como sellos para evitar filtraciones. Esta unión se la realiza de la siguiente manera:
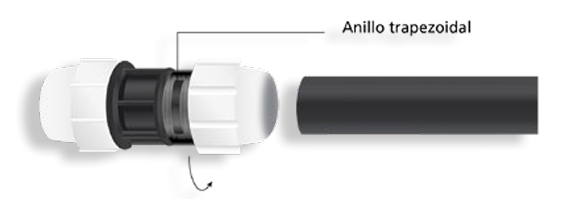
Paso 1. Mida la profundidad de la campana de conexión desde el borde hasta el tope interior de la conexión. Marque esta medida en la tubería para asegurar la longitud de inserción. Desajuste la rosca de la extremidad sin necesidad de soltarla completamente.
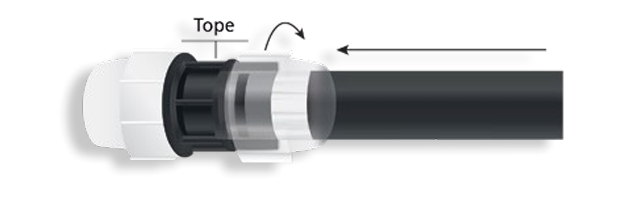
Paso 2. Introduzca el tubo con un movimiento circular dentro del accesorio pasando el casquillo cónico de apriete y el sello de goma llegando hasta el tope interno. Verifique con la marca en el tubo.

Paso 3. Gire la rosca de la extremidad en dirección del cuerpo del accesorio, gire la rosca con fuerza aunque no sea necesario llegar hasta el tope.
UNIÓN POR TEMPERATURA CON ELECTROFUSIÓN:
Esta unión es ejecutada utilizando un accesorio especial que contiene resistencias eléctricas incorporadas internamente las cuales son calentadas a través de un equipo de electrofusión controlado eléctricamente. Este equipo proporciona corriente eléctrica a través de las resistencias eléctricas las cuales se calientan y forman una fundición entre tubo y accesorio, formando así una de las uniones más seguras existentes. El procedimiento para realizar esta unión es el siguiente:

Paso 1. Limpie muy bien y seque el extremo de la tubería.
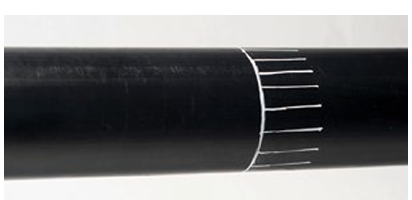
Paso 2. Marque primeramente la longitud del tubo a introducirse en el accesorio, luego marque el área del tubo que se va a raspar trazando líneas visibles y perpendiculares al raspado.

Paso 3. Raspe en forma manual o con el raspador mecánico un espesor de aproximadamente 0.3 mm de la superficie exterior. No tocar con las manos la superficie ya raspada.

Paso 4. Realice los pasos anteriores para el tubo opuesto, retire el accesorio del embalaje e introduzca el tubo hasta las marcas realizadas. La zona que se va a soldar debe permanecer estable e inmóvil, para esto es posible utilizar el alineador.

Paso 5. Conecte los electrodos de la electrofusora al accesorio verificando los colores de los terminales, realice la soldadura activando la soldadora. Deje enfriar el tiempo indicado en la etiqueta antes de quitar el alineador.
UNIÓN POR TERMOFUSIÓN:
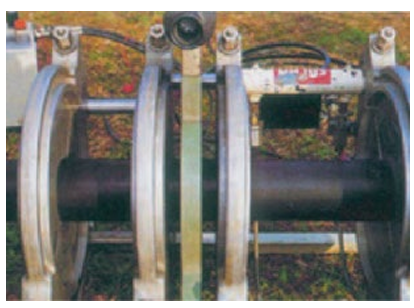
Este tipo de unión no requiere de un accesorio extra, se realiza por calentamiento en los extremos de dos tuberías y la unión con una fuerza axial, llegándose a obtener una soldadura a tope. Este tipo de unión se utiliza para diámetros grandes.

- Los equipos comunmente utilizados por termofusión están constituidos por tres elementos: unidad de fuerza (compuesta de una unidad hidráulica y un alineador), refrentador y placa calentadora.

Paso 1. A partir de la tabla entregada por el fabricante, verifique la presión de soldadura requerida y súmela a la presión inicial para desplazamiento (inercia de la máquina más el peso propio del tubo a ser desplazado).

Paso 2. Verificar el perfecto alineamiento de los tubos.

Paso 3. Use el refrentador para rectificar las superficies a ser unidas.

Paso 4. Limpiar la superficie con la solución a base de alcohol y a partir de ese instante evite tocar la región a ser soldada.
Paso 5. Cuando la temperatura de la placa calentadora llegue al valor recomendado por el fabricante, posiciónela manteniendo la presión de soldadura hasta la formación de un cordón inicial entre la placa y el tubo (la tabla suministrada de la máquina indicará la dimensión del cordón).

Paso 6. Retire la placa calentadora y aproxime los tubos. El cordón de soldadura aumentará de dimensión. Aguarde el enfriamiento recomendado por el fabricante del equipo.

Paso 7. Solamente después de logrado el enfriamiento requerido, puede mover el equipo para una próxima soldadura.